Im niższa wartość Ra, tym gładsza powierzchnia. Wartości Ra powyżej 12,5 μm wskazują na powierzchnię bardzo chropowatą. Powierzchnie o Ra poniżej 0,2 μm mają lustrzany połysk. Parametr ten jest szczególnie istotny w przemyśle maszynowym i farmaceutycznym.
Najważniejsze informacje:- Ra to średnia arytmetyczna odchyleń profilu powierzchni
- Wartość podawana w mikrometrach (μm)
- Ra > 12,5 μm oznacza dużą chropowatość
- Ra 10-1,25 μm to średnia chropowatość
- Ra < 1,25 μm świadczy o małej chropowatości
- Ra < 0,2 μm daje efekt lustrzanego wykończenia
- Standardowa akceptowalna wartość w przemyśle to ≤ 0,8 μm
- Jest kluczowym parametrem w kontroli jakości produktów
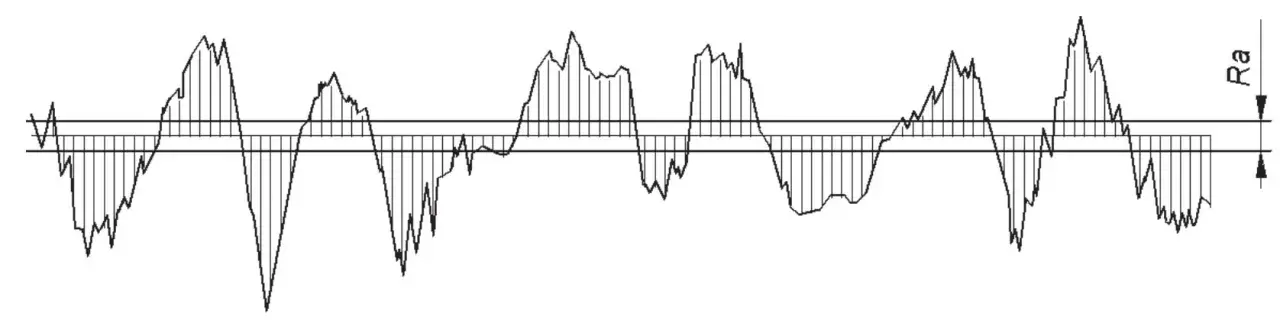
Definicja parametru Ra - podstawy chropowatości powierzchni
Parametr Ra to podstawowy wskaźnik określający jakość powierzchni w inżynierii mechanicznej. Jest to średnia arytmetyczna odchyleń wszystkich punktów profilu chropowatości od linii średniej. Chropowatość powierzchni Ra pozwala ocenić stopień wykończenia elementów maszyn i urządzeń.Ra powierzchni stanowi kluczowy element w kontroli jakości procesów produkcyjnych. Jego pomiar umożliwia precyzyjne określenie stanu powierzchni materiału. Właściwe określenie wartości Ra ma zasadnicze znaczenie dla funkcjonalności wyrobu.
Jak obliczany jest parametr Ra?
Pomiar Ra w praktyce opiera się na analizie profilu powierzchni. Proces wymaga użycia specjalistycznych przyrządów pomiarowych, najczęściej profilometrów. Wynik stanowi średnią arytmetyczną wszystkich odchyleń od linii średniej profilu.
- Pomiar profilu powierzchni na określonym odcinku
- Wyznaczenie linii średniej profilu
- Obliczenie bezwzględnych wartości odchyleń
- Wyliczenie średniej arytmetycznej odchyleń
Metoda ta ma pewne ograniczenia. Nie uwzględnia rozkładu przestrzennego nierówności powierzchni, a jedynie ich wysokość.
Jednostki pomiaru Ra
Wartości Ra wyrażane są najczęściej w mikrometrach (μm). Jest to podstawowa jednostka stosowana w większości krajów europejskich.
W niektórych krajach, szczególnie w USA, można spotkać wartości podawane w mikrokalach (μin). Przelicznik wynosi 1 μm = 39.37 μin.
| System metryczny | System imperialny |
| 0.1 μm | 3.937 μin |
| 0.8 μm | 31.496 μin |
| 1.6 μm | 62.992 μin |
Standardowe wartości Ra w przemyśle
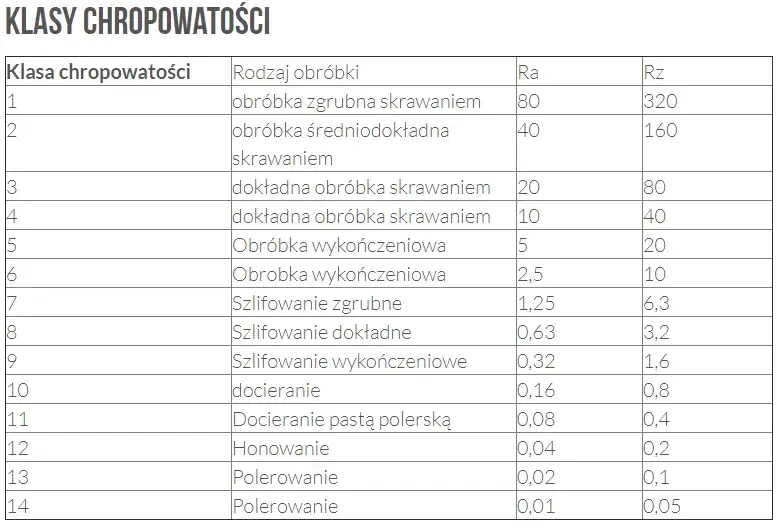
Ra chropowatość wartości dopuszczalne różnią się w zależności od zastosowania. Przemysł określa konkretne wymagania dla różnych typów powierzchni.
- Ra > 12,5 μm - powierzchnie surowe, nieobrobione
- Ra 10-1,25 μm - standardowe wykończenie maszynowe
- Ra < 1,25 μm - powierzchnie dokładnie obrobione
- Ra < 0,8 μm - powierzchnie precyzyjne
- Ra < 0,2 μm - powierzchnie superprecyzyjne
Dobór odpowiedniej wartości Ra ma kluczowe znaczenie dla funkcjonalności wyrobu. Wpływa bezpośrednio na jego właściwości użytkowe i trwałość.
Kiedy powierzchnia jest uznawana za gładką?
Powierzchnię uznaje się za gładką, gdy wartości Ra nie przekraczają 1,25 μm. To kryterium stosuje się w większości zastosowań przemysłowych.
Powierzchnie o Ra powierzchni wartościach standardowych poniżej 0,2 μm uznawane są za lustrzane. Takie wykończenie jest wymagane w przemyśle optycznym i elektronicznym.
Kryterium gładkości zależy od konkretnego zastosowania. W przemyśle motoryzacyjnym za gładkie uznaje się powierzchnie o Ra do 0,8 μm.
Gładkość powierzchni ma kluczowe znaczenie dla trwałości elementów. Wpływa na opór tarcia i zużycie części. Determinuje także właściwości estetyczne produktu końcowego.
Zastosowania parametru Ra w różnych branżach
Co to jest Ra i ile wynosi w różnych gałęziach przemysłu, zależy od specyficznych wymagań. W przemyśle lotniczym wymagane są wartości poniżej 0,4 μm. Elementy silników muszą spełniać najwyższe standardy jakości.
W przemyśle medycznym chropowatość powierzchni Ra implantów nie może przekraczać 0,2 μm. Zbyt duża chropowatość może prowadzić do komplikacji. Precyzyjne wykończenie powierzchni jest tu absolutnie kluczowe.
Przemysł motoryzacyjny wymaga parametru Ra w zakresie 0,8-3,2 μm dla większości elementów. Powierzchnie współpracujące muszą mieć odpowiednią chropowatość. Wpływa to na ich trwałość i niezawodność.
| Branża | Typowa wartość Ra | Zastosowanie |
| Lotnictwo | < 0,4 μm | Elementy silników |
| Medycyna | < 0,2 μm | Implanty |
| Motoryzacja | 0,8-3,2 μm | Części silników |
| Elektronika | < 0,1 μm | Półprzewodniki |
Wpływ Ra na właściwości mechaniczne
Wysoka wartość Ra chropowatości może znacząco obniżyć wytrzymałość zmęczeniową elementów. Mikropęknięcia powstają najczęściej w miejscach o zwiększonej chropowatości. Właściwe wykończenie powierzchni przedłuża żywotność części.
Niska wartość Ra poprawia odporność na korozję i zużycie ścierne. Gładsze powierzchnie lepiej współpracują ze sobą. Zmniejsza to straty energii na tarcie.
Nieprawidłowe wartości Ra mogą prowadzić do przedwczesnego zużycia elementów. Generuje to dodatkowe koszty związane z wymianą części.
Akceptowalne wartości Ra w normach technicznych
Normy ISO określają dokładne zakresy Ra chropowatości wartości dopuszczalnych. Większość standardów przemysłowych wymaga Ra ≤ 0,8 μm.
Specjalne zastosowania mogą wymagać bardziej rygorystycznych norm. W przemyśle półprzewodników standardem jest Ra < 0,1 μm.
Przekroczenie dopuszczalnych wartości Ra może skutkować odrzuceniem partii produkcyjnej. Generuje to znaczące straty finansowe. Dlatego tak ważna jest regularna kontrola parametrów chropowatości.
Znaczenie Ra w nowoczesnym przemyśle - kluczowe aspekty
Parametr Ra stanowi fundamentalny wskaźnik w ocenie jakości powierzchni przemysłowych. Jego prawidłowy pomiar i interpretacja są kluczowe dla zapewnienia wysokiej jakości produktów. Znajomość dopuszczalnych wartości Ra pozwala na optymalizację procesów produkcyjnych.
W zależności od branży i zastosowania, wartości Ra mogą się znacząco różnić - od powierzchni surowych (Ra > 12,5 μm) do superprecyzyjnych (Ra < 0,2 μm). Przemysł medyczny, lotniczy i elektroniczny wymagają najniższych wartości Ra, podczas gdy w przemyśle motoryzacyjnym dopuszczalne są nieco wyższe wartości. Właściwy dobór parametrów chropowatości ma bezpośredni wpływ na funkcjonalność i trwałość produktów.
Kontrola chropowatości powierzchni Ra powinna być integralną częścią procesów produkcyjnych. Regularne pomiary i przestrzeganie norm technicznych pozwalają uniknąć kosztownych błędów i zapewnić wysoką jakość wyrobów. Jest to szczególnie istotne w przypadku elementów współpracujących, gdzie odpowiednia chropowatość wpływa na ich żywotność i niezawodność.